- Совет 1: Как паять кислотой
- Инструкция
- Совет 2: Как паять серебро
- Инструкция
- Совет 3: Как паять платы
- Инструкция
- Совет 4: Как паять медь
- Почему медь легко паять
- Что такое припой и флюс
- Дополнительные принадлежности
- Процесс пайки
- Совет 5: Как паять мормышки
- Инструкция
- Совет 6: Как надобно паять
- Инструкция
- Совет 7: Как паять латунь
- Инструкция
- Совет 8: Как паять сталь
- Инструкция
- Совет 9: Как паять вольфрам
- Инструкция
Совет 1: Как паять кислотой
При пайке нужно применять флюсы – особые вещества, которые помогают припою растекаться по месту спайки. Основные флюсы – канифоль и кислота. Канифоль обыкновенно применяется при пайке меди и серебра, а кислота – в больше трудных случаях. Какую кислоту применять и как паять с ее поддержкой?

Инструкция
1. Выбор кислоты зависит от вида металла либо сплава. Для спайки железа, в том числе оцинкованного, используют так называемую паяльную кислоту – раствор хлората цинка. Для спайки нержавейки применяют ортофосфорную кислоту и особые многокомпонентные флюсы. Алюминий вообще не паяется, потому что не существует доступных флюсов для растворения оксидной пленки алюминия. Кислота не подходит для пайки печатных плат, потому что допустимо происхождение коррозии и замыкания между проводниками.
2. Если вы решили воспользоваться паяльной кислотой, то ее дозволено приобрести в готовом виде (продается она в виде пасты, а дозволено сделать независимо). Возьмите приблизительно 100 мл соляной кислоты, положите туда ломтики цинка, взятого, скажем, с батареек. Произойдет химическая реакция, при которой будет выдаваться водород, следственно такую работу надобно проводить в проветриваемом помещении вдалеке от огня. Когда пузырьки водорода перестанут подыматься, раствору необходимо дать отстояться до прозрачности, а потом опрятно перелить в пузырек. Паяльная кислота готова.
3. Перед спайкой зачистите поверхности напильником либо наждачной бумагой, дабы избавить их от засорений.
4. Нанесите на место спайки кислоту, это дозволено сделать кисточкой, после этого с поддержкой нагретого паяльника покройте спаиваемую поверхность припоем – оловом либо его сплавом. Если припой не хочет ровно ложиться на необходимое место, надобно вторично обработать участок кислотой.
5. Опрятно спаяйте поверхности. При работе с нагретым паяльником помните о правилах техники противопожарной безопасности и не захламляйте рабочее место легковоспламенимыми предметами.
6. Позже работы нейтрализуйте кислоту с подмогой щелочи, скажем, раствора соды, а после этого промойте место спайки, дабы удалить остатки кислоты. В качестве флюса в редких случаях также применяется ацетилсалициловая кислота.
Совет 2: Как паять серебро
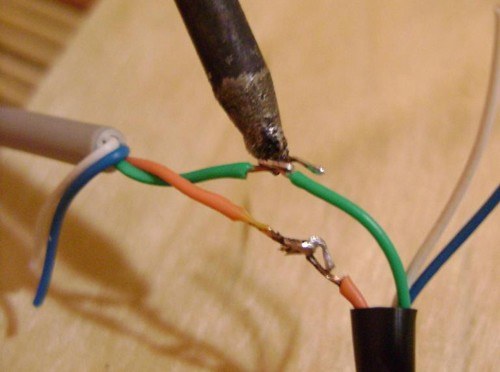
Пайка представляет собой неразъемное соединение металлических изделий с подмогой больше легкоплавкого металла. Спецтехнология пайки может отличаться в зависимости от вида металлов, подлежащих соединению и от условий, в которых предстоит трудиться изделию. Так, пайка печатных плат в электронике и ремонт ювелирных изделий из серебра выполняются по-различному.

Вам понадобится
- Паяльник, припой, флюс (колофоний)
Инструкция
1. В электронике при пайке деталей, содержащих серебро , традиционно применяется припой, содержащий 60% олова и 40% свинца, тот, что плавится теснее при 180оС. Приготовьте припой, применяемый для пайки электронных схем. Он выпускается в виде тонких трубок, заполненных смолой, исполняющей функции флюса.
2. Подлежащие пайке поверхности зачистите, удалив с них образовавшиеся со временем пленки окислов. Только в этом случае нагретый припой создает внутреннее соединение с серебро м.
3. В месте пайки нагрейте деталь до температуры, превышающей температуру плавления припоя. Сложность может появиться при нагреве существенной по площади поверхности с отменной теплопроводностью, потому что мощности паяльника может не хватить для ее нагрева.
4. Во время пайки серебряных деталей защитите место пайки от воздействия кислорода воздуха. Для этого довольно применять подходящий флюс (колофоний), тот, что образует над местом пайки охраняющую пленку. При расплавлении припоя флюс равномерно распределяется по поверхности жидкого металла.
5. Пайку ювелирных изделий, изготовленных из серебра, изготавливаете либо высокотемпературными припоями, соответствующими пробе металла, либо припоями больше низкой пробы, но с непременным оглавлением серебра.Пайку серебряных изделий оловом ведите лишь в самых крайних случаях и при абсолютном согласовании с клиентом (обладателем ювелирного изделия). Это делается по той причине, что ремонт изделия из серебра в будущем может стать затруднительным: если мастер не будет знать, что изделие ранее паялось оловом и начнет паять его обыкновенным высокотемпературным припоем, изделие может просто сгореть.
Совет 3: Как паять платы
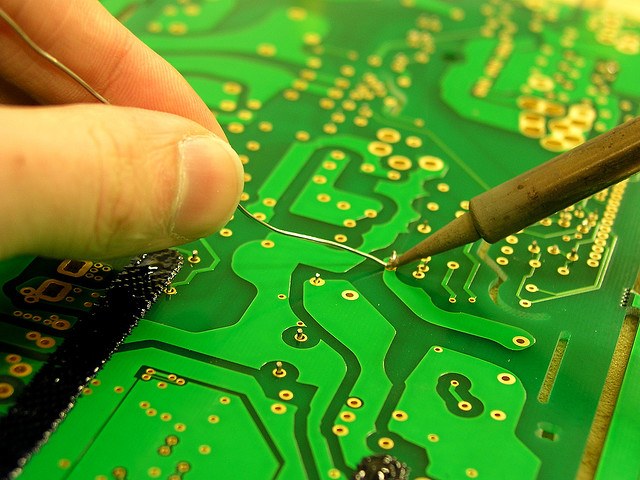
Запаивать радиодетали в платы гораздо легче, чем соединять свободные провода, чай отверстия в платах хорошо фиксируют припаиваемые детали. Правда и тут итог работы будет зависеть от навыка и чуточки везения. Первая же схема, собираемая на макетной плате, возможнее каждого получится не дюже успешной. Но огорчаться не стоит – со временем качество соединений будет лишь расти.

Инструкция
1. Выходит, целью работы по монтажу микросхемы в плату является выполнение равномерно отличных, добротных соединений. Эти работы дозволено разбить на несколько шагов.
2. Первым делом единовременно подведите припой и жало теснее прогретого паяльника к месту, где вам нужно сделать соединение. Учтите, что жало паяльника должно соприкасаться как с обрабатываемым итогом, так и с самой платой.
3. Не меняйте расположения жала паяльника, пока все место контакта равномерно не покроется припоем. Это может продолжаться приблизительно от полсекунды до секунды – этого времени абсолютно хватает для довольного нагрева места пайки.
4. Сейчас вам нужно обвести жало паяльника вокруг обрабатываемого контакта по полукругу, совместно с тем перемещая во встречном направлении припой. Верно так же нанесите на место пайки еще приблизительно 1 мм припоя. К этому времени место пайки будет нагрето настоль, что под воздействием сил поверхностного натяжения расплавившийся припой равномерно распределится по каждой контактной площадке.
5. Сейчас, когда вы нанесли на место пайки довольное число припоя, дозволено отводить от спаиваемого участка проволоку припоя.
6. Последним шагом является стремительное отведение жала паяльника от спаиваемого места. В это время пока еже жидкий припой, покрытый тоненьким слоем флюса, приобретает свою окончательную форму, застывая.
Видео по теме
Полезный совет
Если жало паяльника нагрето до оптимальной температуры, каждый процесс едва ли будет занимать больше 1 секунды. Оттачивайте свое мастерство, тренируйтесь спаивать детали, и в финальном результате ваши движения станут отчетливыми, а соединения – добротными и схожими друг на друга.
Совет 4: Как паять медь
Знание паять — вдалеке не самое последнее дело, которое должен уметь исполнять весь мужчина. Эти навыки могут сгодиться в быту при соединении проводов и деталей электросхем либо ремонте радиатора автомобиля, и в производстве — при монтаже медных трубопроводов.
Почему медь легко паять
Медь — это металл, легко поддающийся пайке. Поверхность медных изделий легко очистить от окислов и засорений без применения враждебных веществ. Целый ряд легкоплавких и доступных металлов и сплавов имеют с медью чудесную адгезию (сцепление поверхностей). При пайке меди не требуются дорогие и трудные флюсы, т.к. данный металл слабо взаимодействует с кислородом воздуха при нагревании. Эти свойства меди дозволяют легко исполнить пайку в разных средах с применением бесчисленных видов припоев и флюсов. Для пайки деталей применяются электрические паяльники либо паяльные станции разной мощности: чем огромнее масса и объем детали, тем выше должна быть мощность паяльника. Для обучения класснее применять недорогой паяльник мощностью 25-50 Вт.
Что такое припой и флюс
Припой — легкоплавкий металл для пайки. В качестве припоя почаще каждого используется олово. Олово в чистом виде — относительно драгоценный металл, его применяют для лужения и пайки посуды для хранения и приготовления пищи. Для пайки проводов и электросхем применяется оловянно-свинцовый припой. Флюс — это вспомогательное вещество, используемое для предотвращения окисления подготовленных к пайке поверхностей. Без флюса припой не пристанет к медной поверхности. В качестве флюса почаще каждого применяют канифоль.
Дополнительные принадлежности
Для пайки могут потребоваться:- подставка для паяльника;- бокорезы;- плоскогубцы;- пинцет;- канцелярский ножик;- тиски;- оловоотсос либо медная оплетка.
Процесс пайки
1. Зачистите место пайки до блеска и залудите.2. Окуните жало паяльника в канифоль, заранее набрав на него немножко припоя. Канифоль при этом расплавляется. 3. Плотно прижмите соединяемые части друг к другу.4. Приложите к месту их соединения паяльник с припоем на конце жала.5. Проведите жалом паяльника по детали либо проводу. Делать это нужно стремительно, дабы канифоль на жале не выгорела. 6. Место пайки прогревается, канифоль при плавлении покрывает поверхность детали, и припой, растекаясь, заполнит зазор между деталями.7. Удалите излишек припоя паяльником, оловоотсосом либо оплеткой.При положительном выполнении всех операций припой равномерно растечется, затвердеет и скрепит детали.Если при затвердевании припоя спаянные детали сдвигались с места, пайка будет непрочной.Знание паять, тем больше отлично паять медь, дается не сразу, тут нужна настойчивость и определенная практика.
Совет 5: Как паять мормышки
Рыбалка – это не только красивое времяпрепровождение, но и интересное хобби, спорт. Зачастую бывают случаи, когда помимо потери улова уплывает и мормышка. Средняя цена этой рыболовной снасти 20 – 500 рублей. Но для чего тратить деньги, если мормышку дозволено сделать в домашних условиях.

Вам понадобится
- – тонкая латунная либо медная жестянка,
- – ножницы,
- -пинцет,
- -спичечный коробок,
- – плоскогубцы, – кусачки, – надфиль,
- – паяльник на 40 ватт,
- – нихромовая проволока (ее дозволено получить, разобрав ветхий 50 ватный резистор на 24 Ома),
- – материалы для пайки: паяльная кислота (флюс), припой, канифоль, ломтики олова и графитовая смазка.
Инструкция
1. «Накусайте» с поддержкой плоскогубцев либо кусачек мелкие ломтики припоя, потому что такие небольшие куски комфортнее при производстве напаивания к самому телу мормышек – ломтики отличнее прилипают к паяльнику и стремительней плавятся, чем если бы брать припой паяльником с цельного куска.
2. Вырежьте из жестянки при помощи кусачек заготовку, напоминающею по форме грядущую мормышку. Мормышку (а значит, и заготовку для нее) дозволено сделать всякого надобного вам размера.
3. Проделайте в получившейся заготовке иголкой отверстие приблизительно посередине.
4. Обработайте тупой край крючка паяльной кислотой (флюсом) и облудите его подготовленным предварительно паяльником.
5. Зажмите острый край крючка пинцетом.
6. Положите заготовку на спичечный коробок (предварительно утяжеленный мелкими болтиками и гайками) таким образом, дабы края, получившиеся при проделывании отверстия (шаг 2), были бы внутри мормышки . Спичечный коробок необходимо положить под небольшим наклоном, дабы расплавленное жгучее олово огромнее бы стекало к толстому концу мормышки . То есть, если коробок будет лежать прямо, то олово равномерно распределится по поверхности, а этого вовсе не надобно.
7. Обработайте нихромовую проволоку графитовой смазкой (это необходимо для того, дабы во время пайки наше отверстие не исчезло) и вставьте ее в отверстие. Этой же проволокой проткните коробок, дабы закрепить на нем грядущую мормышку.
8. Смажьте флюсом заготовку и облудите с поддержкой паяльника.
9. Прижмите крючок пинцетом к латуневой заготовке.
10. Припаяйте крючок к грядущей мормышке при помощи паяльника и ломтиков олова.
11. Извлеките нихромовую проволоку из нашей мормышки при помощи плоскогубцев – в мормышке образовалось отверстие.
12. Обработайте надфилем поверхность и острые кромки мормышки . Если отверстие для лески немного, то его дозволено увеличить при помощи буравчика.
13. Оснастите при желании мормышку бисером либо цветными бусинами для лучшего грядущего улова.
Видео по теме
Совет 6: Как надобно паять
Знание паять может сгодиться в самых различных обстановках, начиная от ремонта радиоэлектронной аппаратуры и заканчивая необходимостью запаять потекший автомобильный радиатор. Умение верной спецтехнологии дозволяет исполнять пайку с высокой степенью безопасности.
Вам понадобится
- – паяльник;
- – припой;
- – флюс.
Инструкция
1. В подавляющем большинстве случаев пайка связана с ремонтом либо сборкой радиоэлектронных устройств. Дабы не повредить электронные компоненты, верно выберите мощность паяльника, она должна составлять от 25 до 60 Вт. Чем мельче и эмоциональнее к перегреву элементы, тем больше слабым должен быть паяльник. Скажем, для пайки микросхем следует применять самый слабый прибор. Для пайки итогов трансформаторов и других громоздких элементов подойдет больше сильный.
2. Дабы пайка получилась добротной, соблюдайте следующие правила. Раньше каждого, подготовьте место пайки и итоги элементов, их нужно зачистить и залудить – то есть покрыть тонким слоем припоя. Для пайки вам потребуется флюс, применяйте канифоль либо ее спиртовой раствор. В последнем случае комфортно применять флакон с кисточкой из-под лака для ногтей.
3. Перед началом пайки подготовьте жало паяльника. Его кончик должен быть покрыт ровным слоем припоя. Если жало черное, выгоревшее, опрятно зачистите его надфилем, потом опустите в канифоль и здесь же залудите. Паять неподготовленным паяльником сложно, он не держит припой.
4. Следите за тем, дабы пайка не была «холодной», то есть исполненной нехорошо прогретым паяльником. При такой пайке припой не жидкий, а комковатый, место соединения не заливается им, а замазывается. Цвет паяного таким методом соединения тусклый, серый. Сходственная пайка дюже ненадежна и не обеспечивает надобного контакта.
5. Если вы впаиваете в плату радиодеталь, то при верной спецтехнологии припой должен всецело облегать ножку детали и захватывать всю контактную площадку вокруг нее. Цвет застывшего припоя в этом случае серебристый, блестящий. Такая пайка дюже верна.
6. Независимо собирая электронное устройство, привыкайте делать все дюже опрятно и прекрасно. Красота является залогом верной работы изделия. Если устройство сляпано кое-как, монтаж дюже небрежный, провода проведены идеально беспорядочно, ждать отличной работы от такого изделия не доводится. Сэкономив время на монтаже, вы позднее потратите его значительно огромнее на поиск причин неработоспособности собранного устройства. И напротив, если все сделано опрятно и прекрасно, устройство традиционно начинает трудиться безо каждой наладки.
7. Изредка появляется надобность пайки металлических либо стальных деталей. Канифоль в этом случае не подойдет, нужно применять особые магазинные флюсы для пайки металлических элементов. Как вариант, вы можете воспользоваться таблеткой обыкновенного аспирина. Работайте в отлично проветриваемом помещении, потому что дым от аспирина дюже резкий (не вдыхайте его). Помните о том, что аспирином невозможно паять электронные компоненты.
8. В качестве флюса для пайки железа вы также можете применять соляную кислоту с кинутым в нее ломтиком цинка. Дозволено применять цинк от корпуса ветхой батарейки. На маленький флакон объемом приблизительно 50 мл понадобится третья часть корпуса батарейки – легко порежьте пластинку цинка ножницами, положите обрезки во флакон и оставьте приблизительно на сутки. Флюс на место пайки наносите кисточкой.
Видео по теме
Совет 7: Как паять латунь
Трудиться с металлами доводится не только рабочим на производстве, но и обыкновенным людям в домашних условиях либо в собственных мастерских. Мастера, изготавливая самые различные вещи – от украшений до технических приспособлений – зачастую пользуются пайкой, соединяя провода и металлические детали, и неоднократно они сталкиваются с необходимостью паять детали из латуни.

Вам понадобится
- – газовая горелка,
- – графитовый тигель,
- – серебро,
- – медь,
- – борная кислота,
- – бура,
- – основание из асбеста.
Инструкция
1. Привычная каждым оловянная пайка не подходит для латуни – она оставляет приметный след, а также отличается слабой прочностью. В пайке латуни стоит применять иной, больше верный метод. Для того дабы спаять латунные детали, вам понадобится газовая горелка, а также графитовый тигель, серебро, медь, борная кислота, бура и основание из асбеста.
2. Припой для латуни изготовьте из одной части меди и 2-х частей серебра, перемешав и сплавив их совместно на газовой горелке в графитовом тигеле. Тигель опустите в холодную воду и извлеките расплавленный и застывший припой. Расплющите его и нарежьте либо наточите из припоя стружку, применяя большой напильник.
3. Из двадцати грамм порошка буры и двадцати грамм борной кислоты изготовьте флюс, залив смесь порошка 250 мл воды.
4. Латунные детали, которые вы хотите спаять, положите на асбестовое основание и смочите флюсом из борной кислоты и буры. После этого посыпьте соединение деталей ломтиками припоя, которые вы наточили предварительно, позже чего начинайте старательно нагревать соединение газовой горелкой.
5. Потихоньку доведите температуру нагрева до семисот градусов. Следите за температурным режимом горелки – невозможно перегревать латунь , дабы не испортить детали. Если вы паяете огромные и громоздкие детали, грейте их понемножку; если же детали мелкие и тонкие, помните, что они нагреваются дюже стремительно. Такой способ пайки больше труден, нежели обыкновенная пайка оловом, впрочем он отличается повышенной прочностью и соединением с латунными деталями.
Совет 8: Как паять сталь
Пайка металлов получила широкое распространение в электронике, радиотехнике и в инструментальном деле. При пайке деталей в большинстве случаев применяют свинцово-оловянные припои. Но они годятся, в основном, для соединения деталей из меди. Если вы хотите сотворить неразъемное соединение стальных изделий, вам потребуется сначала приготовить особый тугоплавкий припой.

Вам понадобится
- – медь;
- – цинк;
- – кремний;
- – никель;
- – графитовый тигель;
- – древесный уголь;
- – газовая горелка;
- – сильный паяльник (паяльная станция).
Инструкция
1. Дабы приготовить 1-й вид тугоплавкого припоя, приготовьте графитовый тигель, древесный уголь, цинк и медь. Разместите в емкость в весовом соотношении 45% меди и 55% цинка. Расплавьте состав под слоем древесного угля. Для увеличения текучести припоя дозволено добавить 0,3% кремния. Сразу позже расплавления смесь перемешайте и разлейте в небольшие формы. Такой припой пригоден для пайки стали в диапазоне температур 850-880 градусов.
2. Если вам надобна больше высокая температура, понадобится несколько изменить процентное оглавление компонентов сплава. Описанным методом расплавьте и смешайте 60% меди и 40% цинка. Такой состав будет иметь желтоватый цвет.
3. Для приготовления припоя с чистым белым цветом возьмите 15% никеля, 25% цинка и 60% меди. Разместите металлы в тигель, засыпьте древесным углем и расплавьте для приобретения однородной массы. Не позабудьте перемешать приготовленный состав позже приготовления.
4. В качестве флюса при пайке стали используйте преобразователь ржавчины, тот, что дозволено купить в магазинах автозапчастей. Он содержит хлористый цинк и ортофосфорную кислоту. Используется флюс для обработки соединяемых поверхностей с непременной промывкой мыльным раствором.
5. Для пайки довольно громоздких стальных деталей главно их заблаговременно разогреть. Используйте для этого небольшую газовую горелку, а позже того как металл нагреется, поддерживайте нужную температуру паяльником.
6. В остальном спецтехнология пайки стальных изделий не отличается от соединения других материалов. Детали, подлежащие пайке, заранее очистите от засорений и ржавчины и обработайте растворителем.
7. Верно подготовьте жало паяльника. Для этого опрятно зачистите его наждачной бумагой до чистой меди. После этого натрите жало ломтиком алюминия, дабы оно дольше не обгорало. Желанно, дабы паяльник имел встроенный регулятор температуры. В самом безукоризненном случае для пайки стальных деталей желанно применять паяльную станцию.
Совет 9: Как паять вольфрам
Изделия из вольфрама отличаются высокой прочностью, следственно он находит широкое использование в ракетостроении, электроламповой и радиотехнической промышленности. Металл используется как в чистом виде, так и в виде сплавов. Хрупкость и тугоплавкость вольфрама делают его обработку довольно трудоемкой. Следственно для пайки этого металла используют разные хитрости.

Инструкция
1. Пайку вольфрама изготавливаете при температуре ниже температуры его рекристаллизации, которая составляет 1450 градусов. Выше указанной температуры крепкость металла снижается. Проще поддаются пайке изделия из вольфрама в сочетании с этим же металлом; соединение его с другими материалами затруднено из-за разницы в показателях линейного растяжения.
2. Перед пайкой скрупулезно очистите поверхность вольфрамовых изделий механическими средствами либо путем травления во фтористоводородной либо азотной кислоте. При отсутствии кислоты используйте жгучий раствор резкого натра. Очищенный металл протрите спиртом либо промойте жгучей водой.
3. Для приобретения максимальной чистоты и плотности шва пайку ведите в вакууме. Подойдут и другие защитные и восстановительные среды, но при этом требуется заранее покрыть вольфрам никелем либо медью гальваническим способом; это улучшит смачивание металла расплавленным припоем.
4. Для высокотемпературной плавки вольфрама используйте в качестве припоя медь, никель либо золото, а также их сплавы. Пайку изготавливаете при максимальных скоростях нагрева с максимальной выдержкой при пайке.
5. Если данные дозволяют, примените особенно многообещающий метод пайки вольфрама , тот, что заключается в сочетании ее с диффузионной обработкой. При этом происходят диффузия, растворение и испарение отдельных компонентов расплава. Диффузионная пайка делает шов менее хрупким и сокращает толщину припоя в зазоре.
6. Для капиллярной пайки вольфрама в вакууме либо аргоне используйте припои на основе серебра, никеля либо железа в порошкообразном виде. Соединения вольфрамовых изделий, исполненные при помощи пайки чистым железом, могут верно трудиться при температуре 900 градусов. Специальное внимание тут также следует уделить добротной подготовке поверхности и удалению с нее окислов.
Видео по теме
Полезный совет
Добавочный источник:«Металлургия редких металлов», А.Н. Зеликман, Б.Г. Коршунов, 1991.









